


Automation of Induction Heating Systems for Billets and Other Unique Shapes
February 17th, 2021
By Brian Lockitski, Inductoheat; Carl Wesolowski, Inductoheat; Michael Zaharof, Inductoheat; Ted Loznak, Clinton Machine

During the last 40 years, induction heating has proven to be a viable and effective solution for billet and bar heating for the forging industry. Induction forging allows for the heating of a billet’s while providing reduced scale, faster start-up, and is much easier to automate than other methods of heating. Forge shops of today are facing new challenges in 2021. This includes but is not limited to; the lack of sufficient skilled labor, increased quality compliance requirements, and a need to automate for cost savings and increased productivity requirements. Recently, the industry has undergone a change to automate many functions in the process of forging parts to address some of the concerns mentioned above. This article will outline the many options for how a forging operation can automate the induction heating of traditional billets and bars, as well as other more unique shapes.
Progressive Induction Heating
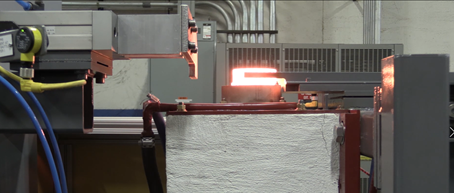
Progressive or continuous induction heating of billets and bars is a popular method of heating today. This method involves passing small to medium-sized billets through an induction heater equipped with a single or multiple induction coil in a continuous motion (Figure 1). Progressive style induction heaters have been used for decades and the industry has steadily introduced many automation options and methods throughout that time.
Loading/Unloading Automation
To supply the induction heater with sufficient material, a wide array of automated feeding systems are utilized. Traditional solutions such as bin tippers, step feeders, vibratory conveyors, rotary feeders, billet/bar descramblers, and gantry de-stackers were the first to be used to accept a large amount of material and pass it on to the next operation in an organized orientation.
Step Feeder
This feeding mechanism uses a reciprocating stepper plate design to bring the billets out of the hopper onto a takeaway conveyor. The conveyor drives the billets towards the Induction heaters and at the same time creates the accumulated string of billets (log effect) required to feed through the heating systems, using pinch-roll drives or tractor drives.

Rotary Feeders
Rotary feeders are another alternative feeding mechanism and are typically used for selected applications using long billet lengths relative to diameter. These systems are designed with a specially configured hardened rotary track and an extended track width to accommodate a range of diameters and various longer length billet sizes. The rotary track is designed to pick up longer billets out of a hopper section in a horizontal attitude and index them to an elevated height where they are metered onto an infeed conveyor and fed to the induction heating system.
Infeed Automation
Infeed automation systems such as conveyors, pinch roll drives, tractor drives, pusher systems, and robotics are used to transfer billets into; and through the heating systems. These will typically include mechanisms that can drive a series of billets through the induction coils with controlled feed rates and consistency. This automation is usually an integrated function of the heating system but can also be retrofitted into older forging systems.
Infeed Conveyors
Infeed conveyors come in various sizes and configurations based on the billet size and shapes and can be commercially purchased or custom-designed for a specific application. Typically, these conveyors utilize variable speed drive (VFD) systems and are used to transfer billets or parts into a drive mechanism that will feed billets through the induction heating system.
Pinch-Roll Drives
Pinch-roll drives are one of the more popular drive systems on the market. These systems are designed to pinch” billets between two rollers and drive the billets through the induction heating system at a controlled feed rate. A typical pinch roll drive system uses two opposing rollers, typically one over the other, synchronized (electronically or geared) to match rotation speed between the two. The rollers are either polyurethane coated or knurled to enhance the gripping force on the billet diameters. The pinch roll drive system is designed with a range of adjustment to accommodate different billet diameters to be run. The pinchroll feed rate is controlled by a variable frequency drive (VFD) to accommodate a range of billet feed rates for the modern-day forge company.

Tractor Drives
Tractor drives are another form of a driving mechanism used to drive a string of billets through an Induction Heating System. As opposed to pinch-roll drives, tractor drives utilize opposing “chain” cat-tracks to pinch billets and drive them thru an induction coil line. The “cat-track” design allows for a longer length of contact area across the billet(s) surface, creating more driving force than a single tangent point typical of pinch-roll units. Along with the longer surface contact, the tractor drive is designed with a heavy-duty upper cylinder that provides downward pressure to allow the assembly to drive billet thru a longer heating coil line length. One key advantage of a tractor drive system is its ability to handle billets with “tong” holds. A “tong” hold is a small diameter inexpensive piece of steel welded onto the end of the billet in the center. The “tong” hold provides an operator a handle to hold while the billet is being forged. Since the “tong” is a smaller diameter than the billet to be forged, this creates a gap between the larger diameters. Due to the longer surface contact of the cat-tracks, the gap does not appear to the tractor drive assembly and the billets are driven thru the induction coil line at a continuous rate.
Billet Weighing Systems
Billet Weighing systems move the forging manufacturing process towards greater efficiencies, greater part quality, and reduce scrap by measuring billet weight prior to being feed into the induction heater. These systems can be integrated into a manufacturing line or sit off-line as a stand-alone inspection station, as when used with a robot to check the part weight before loading into the main line. The ability to sort over and under billet weights provides a more uniform heating of billets and part quality during the press forging process.
Robotic Loading/Unloading
The world of robotic handling offers forging manufacturers a new era of forging automation. With the reduction in robot costs, these systems provide significant value to the overall cost of part production. Robots offer another great alternative in the area of pick and place processing by adding the ability to have six-degrees of movement, to pick from multiple positions, transfer to multiple positions, re-orient the part during transfer, load and unload inspection stations along the way, and pick billets directly out of a container. The return on investment is readily justifiable.
By adding vision capabilities to the robotic system to detect and determine parts in any configuration, a company can further customize and tailor the loading and infeed process for an ever-changing product stream. Additionally, robots are being used to quickly extract hot billets and deliver them to the next process after the induction heater. Many companies are also using robots to transfer parts to presses and actively forge the parts in the press.
Some advantages of using robotics in the forging process include the following:
- Six-Axis Part Manipulation replicating same movements as operator
- ROI – Robots can be multi-purposed across multiple projects by merely re-programming
- Repeatable movements and cycle times in the manufacturing process
- Ability to handle “hot parts” coil unload to press load
- Increased worker safety & ergonomic handling of heavier billets
- Addresses the problem of finding skilled labor & training cost
- Efficient manipulation & handling of parts
- Reduced loading times
- Reduced cycle time from heating to press operations.
- Repeatability in the heating/movement process to assure metallurgical properties are being maintained.
- Increased quality measures to assure only correct billets are processed.
- Added upfront processes to increase downstream quality and tooling life (billet graphite/ lube Systems)
- Increased worker safety
Inverter Technology Automation for Progressive
Induction Heating
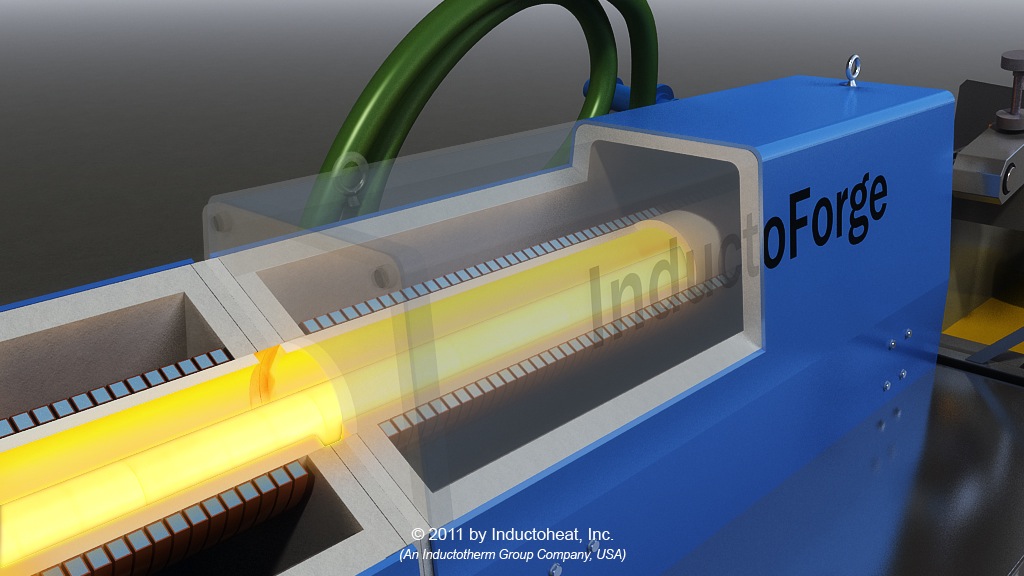
In every heating process, automation of the billet or bar handling system is the beginning step for improving a forging cell. When considering automation for the heating process, the automation methods come in the form of operational controls. Automated induction heating systems have become increasingly more popular in the past two decades as computer controls, and electrical technology has advanced. One fully automated solution available is the InductoForge® Module Billet Heater. The InductoForge® is the first induction heater that offers individual power supply control to each induction heating coil. The ability to control power to each induction heating coil provides the flexibility for “job shop” forging companies to properly heat billets at different diameters and production rates while maintaining acceptable billet temperature uniformity.

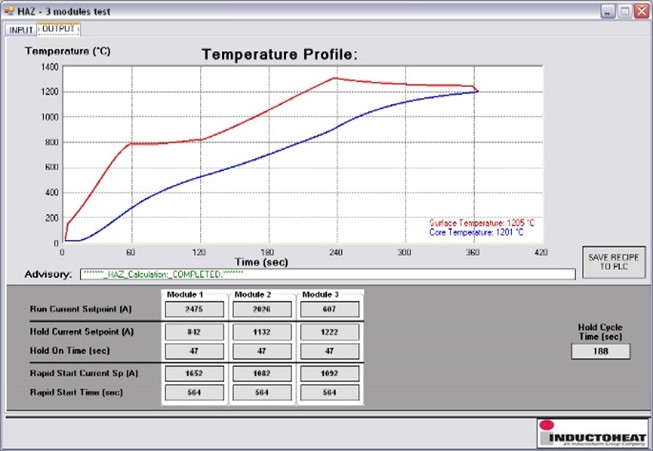
To further automate the InductoForge control process, the system utilizes iHAZ, a numerical simulation software package. The software enables the user to create process recipes for all parts to be heated, allowing automated changeover from part to part. This type of automation will enable operators to minimize equipment downtime and improve productivity by loading all operating parameters at one time. Two other automated processes equipped on the InductoForge are an incremental temperature compensation feature and a billet “standby” control function. The incremental temperature compensation feature automates the billet temperature by incrementally adjusting the modules to maintain the optimal billet target temperature. This automation allows the system to control the billet exit temperature as conditions change throughout the day. The advanced “standby” control features automate the system’s ability to minimize the number of rejected billets during short cell downtime. The automated “standby” process controls the power to each module to maintain the billet temperature profile through the coil line until the heater can be returned to normal operation.
Automated Billet Purge Systems for Progressive
Induction Heating
Billet removal systems are used to automatically purge billets from an induction heating system upon completion of the production run. These systems are designed to integrate into the same general envelope of the induction heating system to conserve floor space and come in various lengths according to the overall length of the induction system. One example that is available is the patented BPS (Billet Pushout System) from Clinton Machine. This integrated solution is a flexible system, typically sized for a range of billets processed by the induction heater. When activated, the purge system will push out the remaining billets in the induction coil line and allow the heating process to continue until the last billet is extracted. The system logic and sensors monitor the extraction progress and instruct the billet heater to power down each induction inverter as it is cleared.
Some advantages of utilizing an automatic billet removal system
include:
- Automatically purge heating coils of remaining billets at end-of-run.
- No need for “dummy billets” or other manual means of clearing billets from coils.
- Reduce downtime and changeover time between billets runs – greater daily throughput.
- Increased employee safety.
- Floor space-saving design.
- Flexible design- can be expanded as induction line length increased.
- Offset mounted overhead storage chamber for ease of coil removal for maintenance and change out.
Bar End Heating Automation
The process of bar end heating refers to heating the end of a bar or series of bars for a forging operation. For processes that heat small diameter bars or low production rate systems, the operation tends to be more of a manual process, with operators loading & unloading bars. As process conditions change, such as increased cycle times, large bar heating applications, lack of forging operators, or increased product requirements, the process can be made more efficient through the use of automation.
Multi-Coil Automation
Automated bar end heating system utilizing a multi-coil configuration (shown in Figure 8) are generally used to heat various diameters and heat lengths for an upsetting process. The system utilizes a multi-axis robot to load and unload bars on the heating fixture. As the robot loads the bar onto the heating fixture, it shuttles the bar into the coil to locate the proper heat length. Once the heating cycle is complete, the robot will pull the heated bar out of the induction heating coil and transfer it to an upsetter. The six axis robot completes all automation processes. Another style of bar end heating system using multiple coils is a vertical type system as shown in figure 11.
The systems used multiple coils in series orientated vertically to heat billets standing up on end. The system used robots to load the billets in each coil by setting them on end onto a specially designed pedestal. Once loaded, all the billets are lowered into the coil for heating. The system utilized a servo-controlled lift/lower mechanism to locate the billets in the coil at the proper heat length. The position of the billets were controlled at the operator HMI and could be adjusted during the heating cycle to fine-tune the heat length. Once heated, the billets are raised out of the coil and unloaded by a second robot. By allowing control over the position of the part in the coil, the operator can adjust the coil overlap to control the temperature on the tip of the billet.
Automation Configurations
Solutions for bar-end heating that use multiple types of automation (as shown in Figure 9), are more complex. The system starts with an automated index conveyor to control the process cycle time and position the tubes for end heating. Once the tubes are in position, the induction heating coils are shuttled over the tubes using servo-controlled shuttle tables. The servo controls enable fine-tuning of the heat position before and during the heating process. All setup is controlled from the main operation human-machine interface (HMI) for total automated control function.

Systems that use an indexing conveyor can move parts through a channel type induction heating coil in a steady motion (as shown in Figure 10). A channel type bar end heating system allows for continuous indexing of bars through the channel coil during heating. It permits automation integration at both infeed and extraction of bars. The channel type bar end heating process enables a faster cycle time than any other type of bar end heating system process and is a typical type of bar end heating system optimized for short heat lengths on long bars.

Vertical Heating of Pucks and Rings Automation
Not all billets are billets at all. Some are round or rectangular, while others can be pre-formed rings or shaped like pucks. Consider a high carbon steel ring blank with a diameter 3-times as large as its height requiring a 6-8 parts per minute cycle time. Moving these parts horizontally (diameter to diameter) can cause the induction field to overheat the ring’s sides and create a delta temperature differential on the part too large for high carbon steel. Instead, heating the rings in a vertical orientation, stack-like, (as shown in Figure 11), allows for current to flow around the circumference of the ring for more efficient heating and better temperature uniformity.
The rings will be pushed up pneumatically one part at a time vertically through a set of one-way fingers under the induction coil, creating a stack of billets inside the coils. As a ring is inserted through the bottom of the coil, a specialized liner is in place to aid in minimal friction and wear. When the stack fills the coil and the next ring is loaded into the coil, a heated ring is lifted out of the top of the coil where it is pushed horizontally off the stack and deposited onto a small exit discharge conveyor for the robot to load the forging press. Similar in concept to a ring heater, aluminum pucks can be automated with like components. However, design modifications must be considered when handling and induction heating nonferrous metals.
Induction Heating & Automation of Aluminum
With the evolving automotive market and light-weighting becoming increasingly important, many companies have moved to using aluminum as a replacement for steel due to ability to easily fabricate into shapes, low density (3x lighter than steel) and good corrosion resistance. With this material change, there have been many advancements of induction heating and automation of aluminum in recent years.
Design considerations when automating an aluminum billet/ puck heater:
- Sensitive to temperature – Most alloys require forge temperature [750-900°????] to be 86-122°F from solidus.
- Achieves uniform temperature faster and retains heat (thermal conductivity).
- Material Handling.
- Soft – scarring possible while being pushed through induction coil, susceptible to dents during loading and unloading, deforms when stacked and moved, dimples from thermocouples and push arms, possible to pick up impurities such as steel particles and other foreign contaminates during the process.
- Hold back – magnetic field projecting billet out.
- Reading Temperatures – pyrometer emissivity & thermocouple location.
- May require a lubricant coating.
Most aluminum alloys require forge temperatures up to 750-900F. With the melting temperature of some alloys being just 100F higher, billet position and induction coil design are critical. Some aluminum forging processes require preheating prior to coating and a final heating prior to forming. These systems become a bit more complex to design. Usually, a single induction power supply can be used with two induction coils in series, but the key to automation is how to move the parts out of one coil, into the coating tank, and into the final heat coil. Some turnkey systems are designed with an integrated lubricant dipping station. These dipping systems use vertical pneumatic actuators and cages to dunk the part. Others use rotary actuators and gages as well. However, lubricant can cause premature mechanical issues with sprockets and cylinders. Newer systems rely on robot technology for holding and dunking parts. If appropriately designed, robot end-effect tooling should last substantially longer than sprockets and cylinders.

Innovative automation solutions paired up with the latest advancements in induction heating will be critical to the forging industry’s future and allow companies to be flexible and react quickly to changing market conditions. Today’s manufacturing companies face new challenges that include the increase in market globalization, demands for greater productivity, increasing quality standards, energy consumption regulations, and changing skill requirements for industry employees. As a leader in the forging industry, Inductoheat is equipped and ready to assist forging companies with all types of automation to improve their forging process.
By:
Brian Lockitski, Inductoheat
Carl Wesolowski, Inductoheat
Michael Zaharof, Inductoheat
Ted Loznak, Clinton Machine
This article was published in the February 2021 issue of The Forging Industry Association Magazine, 2021. The entire issue can be viewed here.
For more information about Inductoheat, the Inductoforge Induction Billet Heating System, induction automation solutions, or Clinton Machine, contact us at sales@inductoheat.com or call us at (248) 585-9393.
Recent Posts

Magnetic Flux Concentrators: An Objective Assessment
Magnetic flux concentrators (also called flux intensifiers, diverters, or controllers) …Read More »Induction Heat Treatment Challenges in a Highly Digitized World
The technology of heat treating by means of electromagnetic induction is advancing at …Read More »Induction Heating: Everything You Wanted to Know, But Were Afraid to Ask (February 2018)
Question of the Month: We are planning to use induction …Read More »Induction Heating: Everything You Wanted to Know, But Were Afraid to Ask (December 2017)
Question of the Month: What is the difference between auto-tempering …Read More »Induction Heating: Everything You Wanted to Know, But Were Afraid to Ask (March 2017)
Question of the Month: We use an induction process where …Read More »